


Contact Us
Tel: 0086 755 23248547
Fax: 0086 755 23248547
Skype:simon9969@hotmail.com
Linkman:Simon Gao
Postcode:518106
Web: www. injection-flow.com
E-mail:simon@mpa-tooling.com
Address: Building Yonghui, No. 202, Changchun north Road, Guangming new district, Shenzhen city, China
Warpage Analysis
Mold flow Shrinkage & Warpage Analysis
Warpage occurs when there are variations of internal stresses in the material caused by a variation in shrinkage. Warped parts may not be functional or visually acceptable.
1, Non-uniform cooling. Temperature differences from one side of the mold to the other can lead to layers freezing and shrinking at different times and generating internal stresses.
2, Inconsistent shrinkage. Resulting from:
A, Material variations such as property variations, Fillers, varying moisture content, inconsistent melt and pigmentation;
B, Process conditions variations such as inconsistent packing and varying mold and melt temperatures;
C, Machine variations such as a damaged check ring and unstable controller.
1, Non-uniform cooling. Temperature differences from one side of the mold to the other can lead to layers freezing and shrinking at different times and generating internal stresses.
2, Inconsistent shrinkage. Resulting from:
A, Material variations such as property variations, Fillers, varying moisture content, inconsistent melt and pigmentation;
B, Process conditions variations such as inconsistent packing and varying mold and melt temperatures;
C, Machine variations such as a damaged check ring and unstable controller.
Part Shrinkage
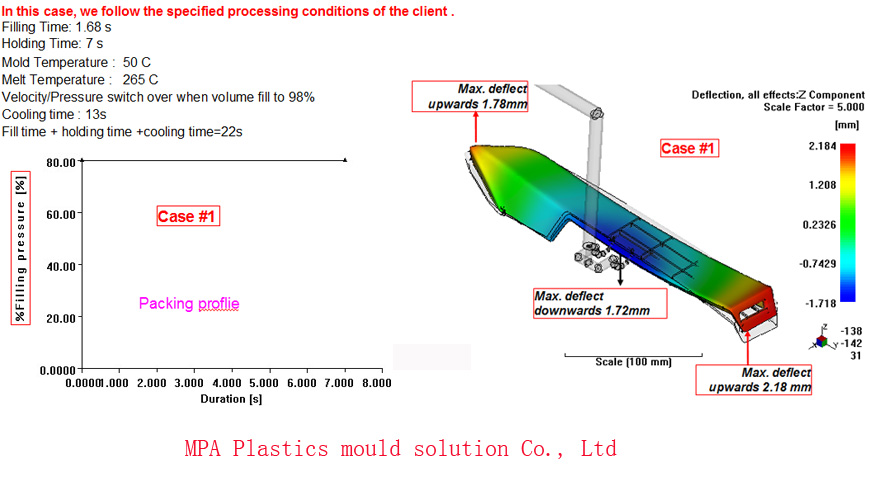
 MPI/Warp calculates shrinkage and warpage in injection molded plastic parts and predicts where deformations will occur.
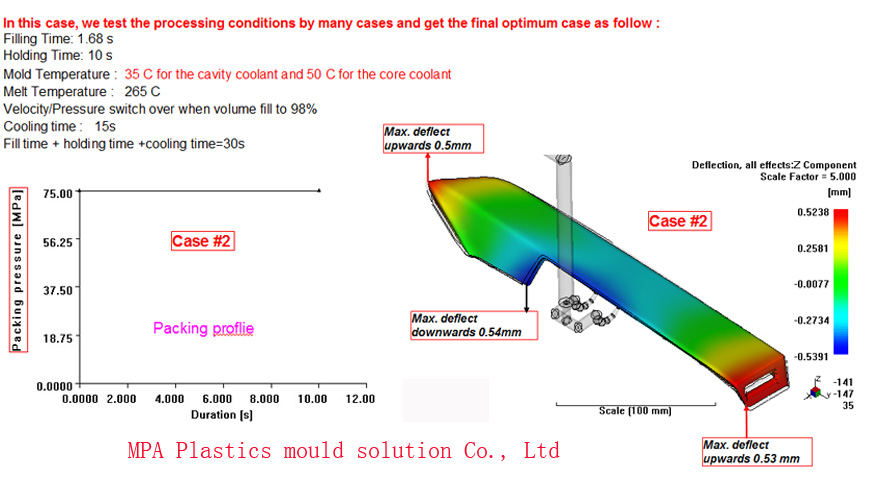
MPI/Warp calculates shrinkage and warpage in injection molded plastic parts and predicts where deformations will occur. Results allow MPA to optimize design, material, and processing parameters to control part warpage before the mold is built.
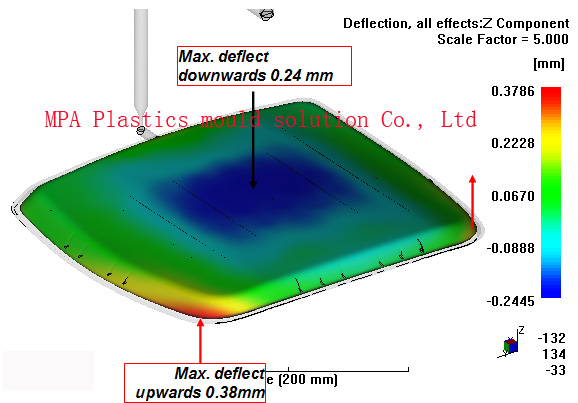
Deflection Results
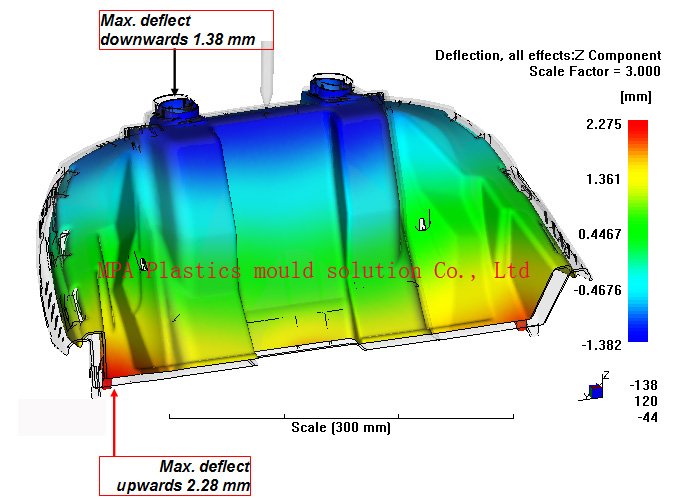 With MPI/Warp, even the most demanding application that requires high dimensional stability, excellent visual appearance, and accurate fit with mating components can be produced to quality, time, and budgetary specifications.
With MPI/Warp, even the most demanding application that requires high dimensional stability, excellent visual appearance, and accurate fit with mating components can be produced to quality, time, and budgetary specifications.In mold compensation is also possible. By exporting a inverse model from Mold flow toolmakers are able to compensate for unavoidable distortion in the mold.
Shrinkage & Warpage Analysis Capability:
Evaluate final part shape before machining the mold
Evaluate both single cavity and multi-cavity molds
Scale shrinkage and warpage results for better visualization of deformation
Query any two points to determine any dimensional change between the two
Constrain the part on a plane for better measurement of deflection
Separate total displacement into X-, Y-, and Z-axis displacements to show only the deflection in each direction
Show shrinkage and warpage as a visible displacement plot or as a color contour or shaded plot
Export warp geometry in the STL format to use as a reference when sizing the mold
Export warp mesh model for an iterative warpage analysis
Evaluate both single cavity and multi-cavity molds
Scale shrinkage and warpage results for better visualization of deformation
Query any two points to determine any dimensional change between the two
Constrain the part on a plane for better measurement of deflection
Separate total displacement into X-, Y-, and Z-axis displacements to show only the deflection in each direction
Show shrinkage and warpage as a visible displacement plot or as a color contour or shaded plot
Export warp geometry in the STL format to use as a reference when sizing the mold
Export warp mesh model for an iterative warpage analysis
 |
 |
2005-2015 © Copyright MPA Mold flow analysis Tel:0086 755 23248547 Fax:0086 755 23248547
Sales Representative:simon@mpa-tooling.com